聯系人:婁經理
手機:15903068086
電話:15993076532
傳真:0373—5089086
QQ:511595460
網址:www.everymancakes.com
郵箱:511595460@qq.com
地址:河南省新鄉市鳳泉區共產主義大橋往北2公里特警支隊對面
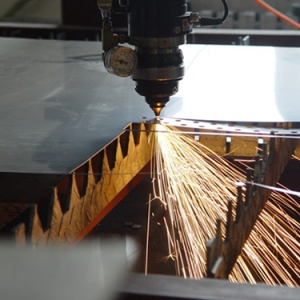
激光切割加工疑難雜癥有哪些?看這里就知道了!
激光切割加工技術廣泛應用于金屬和非金屬材料的加工中,可大大減少加工時間,降低加工成本,提高工件質量。現代的激光成了人們所幻想追求的“削鐵如泥”的“寶劍”。
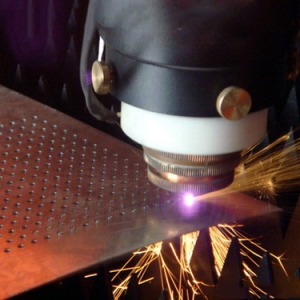
激光切割過程中的常見問題
不銹鋼類:(焦點為 )(離焦量根據板厚調整)
①:焦點越上它的切割面越亮。
②:下表面掛硬渣是:焦點太上、速度太慢、氣壓太小。
③:焦點越下它的切割面越粗糙。
④:下表面掛軟渣是:焦點太下、速度太快、氣壓過大、功率過高。
⑤:切不透是:焦點不對、功率過低、速度太快。
碳鋼類:(焦點為 )(離焦量根據板厚調整)
下表面掛硬渣是:
①:焦點太下;②:氣壓太小;③:功率過小;④:速度太快。
切割面粗糙是:
①:焦點太上;②:氣壓太大;③:功率過大;④:材料問題。
激光切割加工切割噴嘴與鏡片的選擇(切割參數)
一:激光加工切割碳鋼時噴嘴與鏡片的選擇:
①:鏡片的選擇:
切割1-8mm的碳鋼時選用(5英寸)的鏡片。
切割8-10mm的碳鋼時選用(7.5英寸)的鏡片。
②:噴嘴的選擇:
切割1-6mm的碳鋼時選用(Φ1.4)的噴嘴。
切割6-10mm的碳鋼時選用(Φ2.0)的噴嘴。
二:切割不銹鋼時噴嘴與鏡片的選擇:
①:鏡片的選擇:
切割1-4mm的不銹鋼時選用(5英寸)的鏡片。
切割4-6mm的不銹鋼時選用(7.5英寸)的鏡片。
②:噴嘴的選擇:
切割1-3mm的不銹鋼時選用(Φ1.5)的噴嘴。 切割時(氮氣壓力)10㎏-13㎏
切割3-4mm的不銹鋼時選用(Φ2.0)的噴嘴。 切割時(氮氣壓力)13㎏-15㎏
切割5-6mm的不銹鋼時選用(Φ2.5)的噴嘴。 切割時(氮氣壓力)14㎏-16㎏
激光加工所用氣體的種類和作用
空氣:①:作為切割氣體使用 ②:作為冷卻切割頭使用 ③:作為光路內部除塵使用(保護鏡片延長鏡片的使用時間)
普氧:作為切割碳鋼的氣體(助燃性) 純度99.5%
純氮:作為切割不銹鋼的氣體(冷卻性) 純度99.9% (切割碳鋼速度為3/4)
高純氮:作為激光器的使用氣體 純度99.999%
高純氦:作為激光器的使用氣體 純度99.999%
高純二氧化碳:作為激光器的使用氣體 純度99.999%