
聯(lián)系人:婁經(jīng)理
手機(jī):15903068086
電話:15993076532
傳真:0373—5089086
QQ:511595460
網(wǎng)址:www.everymancakes.com
郵箱:511595460@qq.com
地址:河南省新鄉(xiāng)市鳳泉區(qū)共產(chǎn)主義大橋往北2公里特警支隊(duì)對面
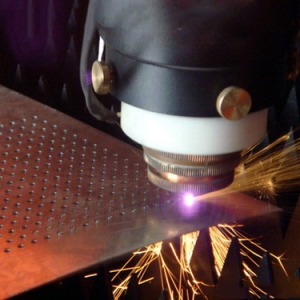
新鄉(xiāng)激光切割加工操作的難易程度是什么?
新鄉(xiāng)激光切割加工穿孔過程中的操作過程,有著復(fù)雜的運(yùn)行程序,在做工上比較講究精細(xì)。下面就新鄉(xiāng)激光切割加工的穿孔難度和實(shí)際操作,簡單介紹一下。
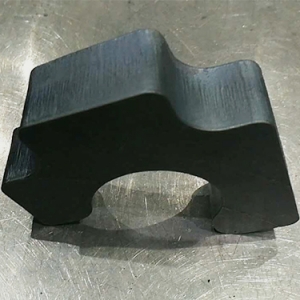
1)、新鄉(xiāng)激光切割加工穿孔的難度
在分割的開始部位加工開始加工所需要的孔稱做穿孔。板越厚,穿孔就越不穩(wěn)定(wěn dìng)。可以說,板厚大于12.Omm的厚板切割中,發(fā)生加工不良現(xiàn)象的70%起因于穿孔不好。為了實(shí)施穩(wěn)定的穿孔,在這里對穿孔的加工特性進(jìn)行說明。
2)、新鄉(xiāng)激光切割加工穿孔的原理
在穿孔過程(guò chéng)中,貫通之前加工中產(chǎn)生的熔融金屬堆積在被加工物表面上孔的周圍。鈑金種加工工藝,鈑金至今為止尚未有一個(gè)比較完整的定義。根據(jù)國外某專業(yè)期刊上的一則定義,可以將其定義為:鈑金是針對金屬薄板(通常在6mm以下)一種綜合 冷加工工藝,包括剪、沖/切/復(fù)合、折、鉚接、拼接、成型(如汽車車身)等。從發(fā)光后對被加工物表面加熱過程(guò chéng),到緩慢加熱進(jìn)行穿孔作用,直至末尾的貫通是連續(xù)進(jìn)行的。這個(gè)方法,如果板件厚度大于9.Omm,則穿孔時(shí)間就會(huì)急劇增加,但是孔徑(aperture)約為0.5mm,比切口窄,熱影響(influence)也小。因此,如果增加加工能力,加大輸出能量,熔融金屬就很難全部從孔徑上部排出,出現(xiàn)過度燃燒現(xiàn)象。CW條件是在被加工物表面的略微上方設(shè)定焦點(diǎn)位置,增大加工孔徑,迅速加熱的方法。雖然出現(xiàn)大量熔融金屬,飛散到被加工物表面上,但卻大幅度縮短了加工時(shí)間。
在穿孔的孔壁上也會(huì)出現(xiàn)吸收激光能量的現(xiàn)象。鈑金種加工工藝,鈑金至今為止尚未有一個(gè)比較完整的定義。根據(jù)國外某專業(yè)期刊上的一則定義,可以將其定義為:鈑金是針對金屬薄板(通常在6mm以下)一種綜合 冷加工工藝,包括剪、沖/切/復(fù)合、折、鉚接、拼接、成型(如汽車車身)等。機(jī)箱加工是鈑金技術(shù)人員需要掌握的關(guān)鍵技術(shù),也是鈑金制品成形的重要工序。它既包括傳統(tǒng)的切割下料、沖裁加工、彎壓成形等方法及工藝參數(shù),又包括各種冷沖壓模具結(jié)構(gòu)及工藝參數(shù)、各種設(shè)備工作原理及操作方法,還包括新沖壓技術(shù)及新工藝。在穿孔加工過程(guò chéng)中,照射的激光在穿孔中多重反射,邊被吸收邊向下傳播。為了縮短穿孔時(shí)間,就要補(bǔ)充被孔壁吸收而被減弱的能量,即在穿孔過程中有必要增加輸出功率(指物體在單位時(shí)間內(nèi)所做的功的多少)。而且,為了較大化減少對孔壁周圍的熱影響(influence),要在增加輸出功率的同時(shí),盡可能的縮短穿孔時(shí)間,減少激光對孔壁周圍的照射。
激光切割加工")