聯系人:婁經理
手機:15903068086
電話:15993076532
傳真:0373—5089086
QQ:511595460
網址:www.everymancakes.com
郵箱:511595460@qq.com
地址:河南省新鄉市鳳泉區共產主義大橋往北2公里特警支隊對面
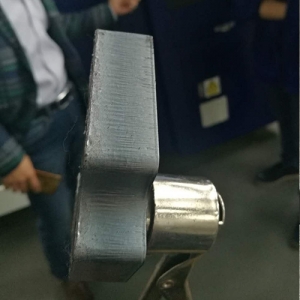
在鈑金焊接加工中,主要分為兩件T型對縫焊接、兩件同一平面對縫焊接與兩件L型對縫焊接這三種焊接加工方式。隨著不同的工件厚度,不同的焊接方式,縫間距也是跟著改變的。當需要加工的工件厚度為三到六毫米,并且兩件同一平面對縫焊接時,一般采用兩面焊接,縫間距為零到二點五毫米。還是三到六毫米的相同工件厚度,兩件L型對縫焊接的話一般采用兩面焊接,縫間距為零到二毫米。
需要加工的工件厚度為一到三毫米,并要求兩件L型對縫焊接,一般采用兩面焊接,縫間距為零到二毫米。還是一到三毫米的相同工件厚度,要求兩件T型對縫焊接,多采用兩面焊接,縫間距為零到二毫米。需要加工的工件厚度為一到三毫米,要求兩件同一平面對縫焊接,通常會采用一面焊接,縫間距為零到一點五毫米。
除非是一體成型的鈑金產品,否則在鈑金的加工處理中,工件都離不開鈑金焊接加工這一環節,新鄉激光切割加工廠家表示鈑金焊接加工具有結構強度高,接頭密封性好,省金屬材料,減輕結構重量的特點,在焊接時需要注意的內容也有很多,比如不同厚度的工件需要采取不同大小的波口處理
新鄉激光切割加工廠提醒激光切割斷面會形成垂直的紋路,紋路的深度決定了切割表面的粗糙度,越淺的紋路,切割斷面就越光滑。粗糙度不僅影響邊緣的外觀,還影響摩擦特性,大多數情況下,需要盡量降低粗糙度,所以紋路越淺,切割質量就越高。